Vom virtuellen Modell zum phyischen Modell
AKKON arbeitet DIN G-Code. DIN G-Code wurde als eine einheitliche Sprache zur Ansteuerung von numerisch gesteuerten Maschinen entwickelt. Die Steuerbefehle sind normalerweise in einer Textdatei gespeichert und werden von einem CNC-Steuerrechner (CNC-Controller) übersetzt und in Signale zur Steuerung der Hardware umgewandelt. Obwohl CNC-Programme für einfache Aufgaben auch von Hand geschrieben werden können, gibt es am Markt ein breites Spektrum an Software, welche aus CAD (Computer Aided Drawing)-Modellen über CAM (Computer Aided Manufacturing)-Software G-Code erzeugen kann. In Abbildung 2 wird der Ablauf (von links nach rechts) aufgezeigt wie man von einem CAD-Modell über ein CAM-Modell zu den von der CNC-Software AKKON lesbaren CNC-Programmen gelangt.
CAD-Modell (grafisches Modell)
Ein CAD-Modell repräsentiert die Geometrie und weitere Eigenschaften wie z.B. der verwendete Werkstoff in einem Computer lesbaren Format. Bekannte CAD-Programme sind beispielsweise AUTOCAD, EUCLID, CATIA, SOLIDWORKS oder PRO-ENGINEER. Es gibt aber auch eine Reihe an vektororientierten Grafikprogrammen wie z.B. Corel Draw mit denen man 2D, 2-1/2D und 3D-Modelle erzeugen kann. Die meisten dieser Programme besitzen geeignete Exportfilter um die Modelle im DXF- oder HPGL-Format zu speichern.
CAM-Modell
CAM-Software konvertiert aus den Geometrie- und Materialdaten des CAD-Modells die Fräsbahn und weitere Steuerbefehle wie z.B. Kühlmittel ein-/ausschalten, Frässpindel ein-/ausschalten oder den Vorschub auf eine bestimmte Geschwindigkeit einstellen.
CNC-Modell
Ausgehend vom CAM-Modell generiert der CNC-Prozessor Signale zur Ansteuerung der Maschine und den Hilfsantrieben.
Dateiimport und Isolationsfräsen mit AkkonDesk
Datei-Import
AkkonDesk ist in der Lage Excellon und Hpgl-Files einzulesen und daraus G-Code zu erzeugen. Das Excellon-Dateiformat beschreibt die Position von Bohrungen und den Durchmesser. Excellon-Dateien werden von den meisten Programmen zum Leiterplattendesign unterstützt. Das Hpgl-Format ist ein wird hauptsächlich bei Der Datenimport erfolgt unterstützt durch Dialoge und bietet die Möglichkeit zusätziche Informationen, welche für die Fertigung notwendig sind einzugeben.
Isolationsfräsen mit AkkonDesk
Unter Isolationsfräsen versteht man ein mechanisches Verfahren mit dessen Hilfe elektronische Leiterplatten hergestellt werden können. Die Leiterbahnen, Leitflächen und Pads entsehen dabei indem an der Aussenkontur der leitenden Flächen Kanäle gefräst werden. Die Feinheit der Leiterbahnen und deren Abstand sind damit begrenzt. Gewöhnlich beträgt die Kanalbreite >= 0.2 mm. Das Verfahren eignet sich damit auch zur Herstellung von Leiterplatten mit SMD-Bauteilen. Nachfolgende Abbildung zeigt die Arbeitsschritte von einer elektronischen Schaltung zu den Isolationskanälen:
Hardwareanforderungen
Da die direkte Ansteuerung der Hardware unter MS Windows XP™ o.ä. nur beschränkt möglich ist, arbeitet AKKON nach dem Client-Server-Prinzip. Alle Aufgaben, die eine Benutzereingabe erfordern werden vom Client (AKKON Desk) unter MS Windwos erledigt. Der Server (AKKONDesk auf einem MS-Windows(TM)) ist mit dem AKKON USB Controller Board über die USB-Schnittstelle verbunden und sendet dem USB Controller Board Steuerbefehle. Dieser formt die Steuerbefehle in Signale zur Hardwareansteuerung um.
Typische Anwendungen für AKKON
- Fräsmaschinen
- Laser- und Plasmaschneidanlagen
- Maschinen mit 1-3-Achsenansteuerung
- Pick & Place-Aufgaben
- Gravuren
Downloads AKKONDesk CNC software
Link Project Description Date Comment AKKON CNC CNC software installer for MS-Windows, Version 2.0.0.832 25.2.2019 AKKON Desk CNC Software - inkl. Beta-Version mit USB-Treiber AKKON CNC CNC software installer for MS-Windows, Version 2.0.0.806 8.11.2018 AKKON Desk CNC Software - inkl. Beta-Version mit USB-Treiber
AKKON CNC TN007 Dokumentation unterstützte G-Codes 1.11.2017 
AKKON CNC TN007 Documentation Supported G-Code 1.11.2017 AKKON CNC TN014 firmware update 1.11.2017 AKKON CNC TN015 AKKON CNC system datasheet 1.11.2017 AKKON CNC TN016 Hardwaretest AKKON USB controller 1.11.2017 AKKON CNC TN017 setup AKKON simulator 1.11.2017 AKKON CNC TN019 Using CorelDraw with AKKON CNC 1.11.2017 AKKON CNC TN020 additional features 1.11.2017 AKKON CNC TN022 AKKON CNC
Quickstart1.11.2017 AKKON CNC TN022 AKKON CNC Schnellstart 1.11.2017 AKKON CNC TN024 CNC-connection 1.11.2017 AKKON CNC TN029 configuration procedure 1.11.2017 Includes information about limit switch, referencing procedure and manual movement configuration
Einführung
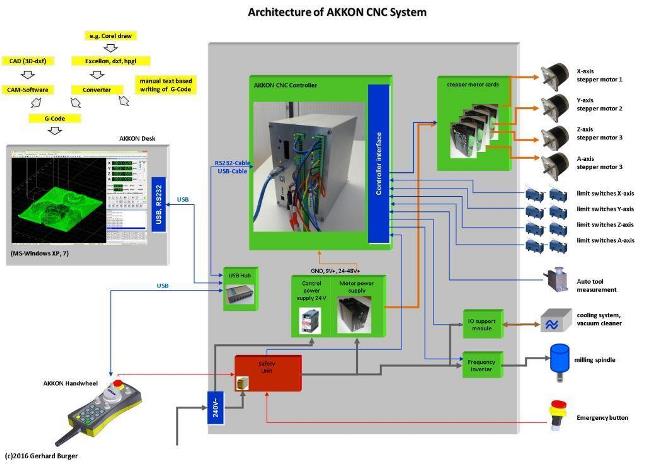
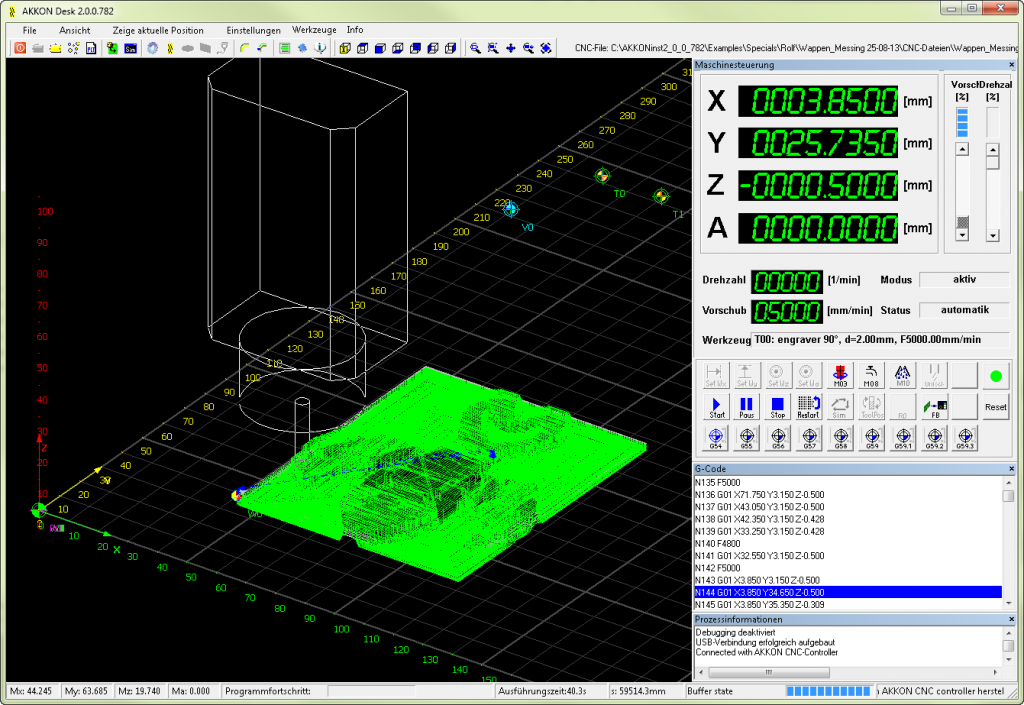
AKKON ist eine CNC (Computer Numeric Control)-Software zur Steuerung von 2D- und 2-1/2D CNC-Maschinen. Als Kommandosprache verarbeitet AKKON G-Code nach DIN 66025. Die Anwendung ermöglicht die Steuerung einer CNC-Maschine im Automatik- sowie im Handbetrieb. Ein Screenshot der CNC AKKON CNC sieht man im Bild oben rechts.
AKKON CNC funktioniert nach dem Client Server Prinzip. Die Steuerung erfolgt von einem Personal Computer mit MS Windows XP, Windows 2000, Windows 7, Windows 10 als Betriebssystem aus über die Software AKKONDesk. AKKONDesk stellt dabei das Interface für die Benutzer bereit. Von hier aus kann Befehlscode (G-Code) eingelesen werden. Dieser gelangt zum AKKON USC CNC controller. Er erzeugt schließlich die Signale zur Steuerung von vier Schrittmotoren, prüft laufend acht Endschalter, generiert das Steuersignal für die Frässpindel, steuert die Kühlmittelpumpe und den Staubsauger o.ä.. Abbildung 1 zeigt die Funktionsweise einer CNC-Maschinensteuerung mit AKKON CNC.