Funktionalität von AKKON
Allgemeines
- Steuerung von vier Schrittmotoren (x-, y-, z- und a-Richtung)
- integrierter Simulator ermöglicht die Prüfung des erstellten CNC-Programmes
- Jog- und Standard Manuellbetrieb
- Bahnvorschau (Look-Ahead-Buffering) / Optimierung des Fräspfades
- Handrad verfügbar
Hardware
- Einfacher Zugriff auf den CNC-Controller über die USB oder RS232 Schnittstelle
- PWM-Ausgang zur Ansteuerung der Frässpindel (0..100%)
- Steuerung unterstützt Mikroschrittbetrieb
- Eingabe der Schrittauflösung bis zu 1 nm
- Abfrage von acht Endschaltern
- Software-Updates können über die RS232-Schnittstelle durchgeführt werden
- Eingang für Not-Aus-Schalter oder Taster
- Eingang für Run/Pause zum Pausieren eines Programmes im Automatikbetrieb. Verwendung z.B. beim Plasma-Schneiden
- Digitale Ausgänge z.B. zum Ein- und Ausschalten einer Kühleinrichtung und einer Staubabsaugung möglich
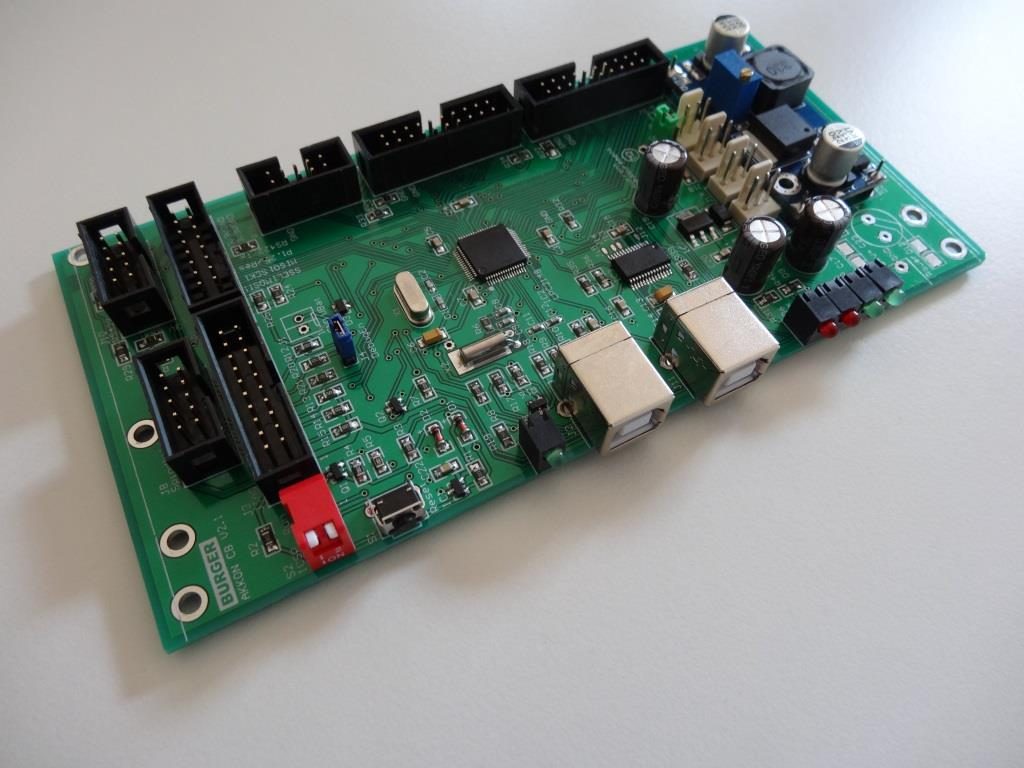 Abbildung 3: AKKON CNC controller
Abbildung 3: AKKON CNC controller
Software
- Programm verarbeitet G-Code nach DIN 66025, RS274
- Import-Funktion für HPGL- und EXCELLON-Daten. Import von Dxf-Files mittels AkkonModeller (demnächst) oder kostenlosen Konverter (z.B. Ace-Konverter)
- Import von Gerber-Daten zum Isolationsfräsen von Prototypen (zusätzliches Module zum Akkon CNC system
- Vordefinierte Makros erleichtern das Gravieren von einfachen Texten (eigene Vektorfonts), Ausnehmungen und Bohrungen
- Schnittstelle zum AKKON CNC-Controller ist offengelegt d.h. es sind eigene Automatisierungsprojekte möglich
- 3D-Viewer-G-Code-Viewer mit komforablen Zoom-Funktion
- Flexible Anpassung von Werkzeugwechslern
- Automatische Werkzeuglängenvermessung (für jedes Werkzeug separat wählbar)
- Simulator für Echtzeitsimulation eines CNC-Programmes
- Programmablauf kann durch Setzen von Haltepunkten (Breakpoints) pausiert werden
- Benutzerfreundliche Konfiguration der Software und Hardware über grafisch unterstützte Dialoge
- Programm in deutscher und englischer Sprache verfügbar, weitere Sprachen durch den Benutzer erweiterbar
- Referenzpunkt benutzerspezifisch festlegbar
- Programm arbeitet mit AKKON Handrad zusammen
- Program-Debugging mit Hilfe von Haltepunkten
- Konfiguration von Enschaltern über G-Code möglich
- Ausführen von Programmen ab einer vorgegebenen Programmzeile
CNC and electronic projects
