Product area |
|
| Navigation |
| Startseite |
| Produkte | Automation |
| CNC |
| CNC-Gallerie |
| Hobby |
| CNC-Maschine |
| Tutorials |
| Werkstatt |
| Sonstiges |
| Ihre Meinung |
| Kontakt |
| 4 AKKON Desk, CNC Software | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
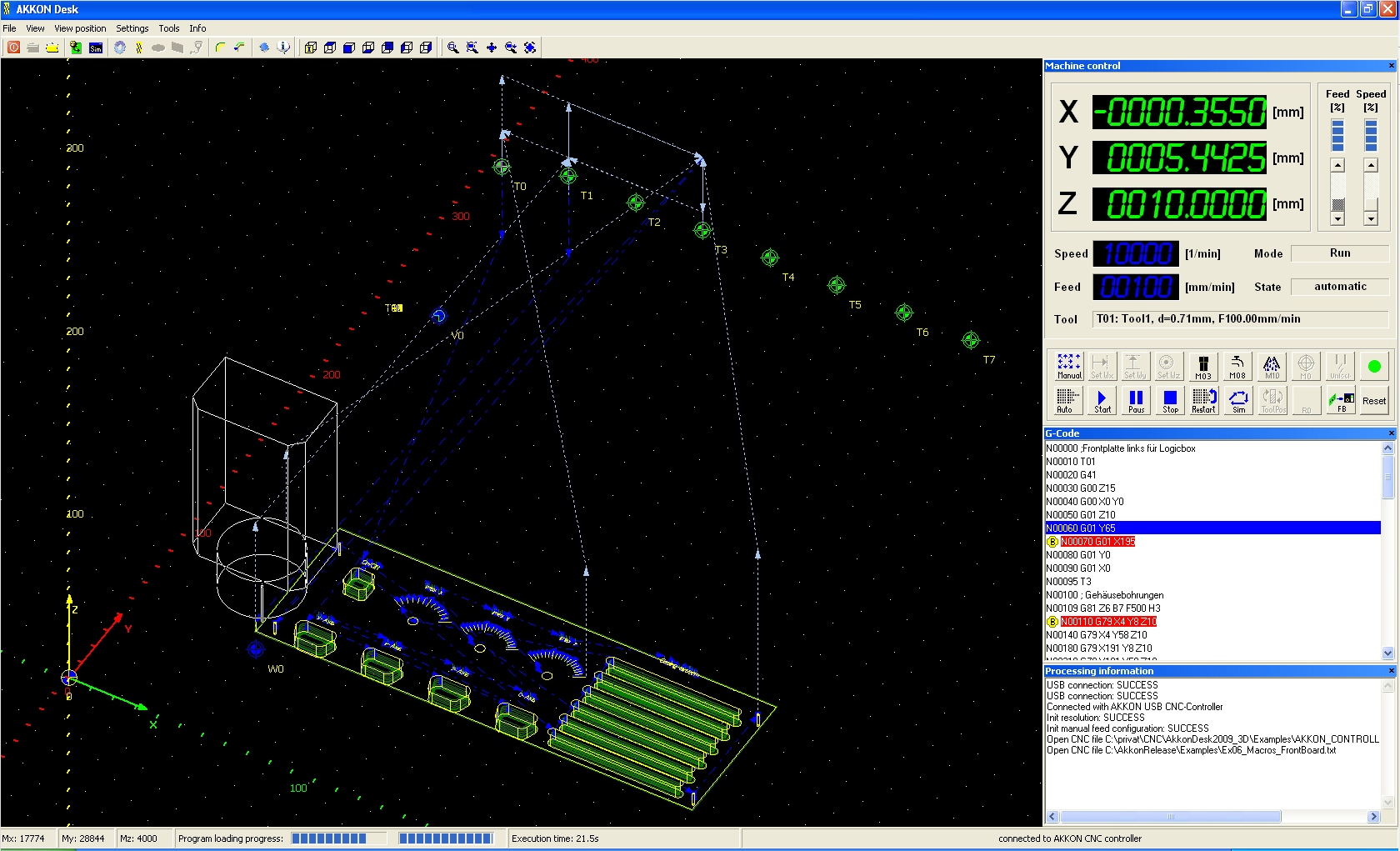
4.1 EinführungAKKON ist eine CNC (Computer Numeric Control)-Software zur Steuerung von 2D- und 2-1/2D-Maschinen. Als Kommandosprache verarbeitet AKKON G-Code nach DIN 66025. Die Anwendung ermöglicht die Steuerung einer CNC-Maschine im Automatik- sowie im Handbetrieb. Ein Screenshot der CNC AKKON CNC sieht man im Bild oben rechts. AKKON CNC funktioniert nach dem Client Server Pinzip. Die Steuerung erfolgt von einem Personal Computer mit MS Windows XP oder Windows 2000 als Betriebssystem aus über die Software AKKON Desk. AKKON Desk stellt dabei das Interface für die Benutzer bereit. Von hier aus kann Befehlscode (G-Code) eingelesen werden. Dieser gelangt zum AKKON USC CNC controller. Er erzeugt schliesslich die Signale zur Steuerung von drei Schrittmotoren, prüft laufend sechs Endschalter, generiert das Steuersignal für die Frässpindel, steuert die Kühlmittelpumpe und den Staubsauger o.ä.. Abbildung 1 zeigt die Funktionsweise einer CNC-Maschinensteuerung mit AKKON CNC.
Abbildung 1: Functionsweise einer CNC-Maschinensteuerung mit AKKON CNC 4.2 Funktionalität von AKKON
Mit optionaler Hardware kann eine Drehzahlregelung für die Bohr-/Frässpindel realisiert werden (siehe Spindelsteuerung mittels Phasenanschnitt). 4.3 Vom virtuellen Modell zum phyischen ModellAKKON arbeitet DIN G-Code. DIN G-Code wurde als eine einheitliche Sprache zur Ansteuerung von numerisch gesteuerten Maschinen entwickelt. Die Steuerbefehle sind normalerweise in einer Textdatei gespeichert und werden von einem CNC-Steuerrechner (CNC-Controller) übersetzt und in Signale zur Steuerung der Hardware umgewandelt. Obwohl CNC-Programme für einfache Aufgaben auch von Hand geschrieben werden können, gibt es am Markt ein breites Spektrum an Software, welche aus CAD (Computer Aided Drawing)-Modellen über CAM (Computer Aided Manufacturing)-Software G-Code erzeugen kann. In Abbildung 2 wird der Ablauf (von links nach rechts) aufgezeigt wie man von einem CAD-Modell über ein CAM-Modell zu den von der CNC-Software AKKON lesbaren CNC-Programmen gelangt.
Abbildung 2: Vom virtuellen zum physischen Modell CAD-Modell (grafisches Modell)Ein CAD-Modell repräsentiert die Geometrie und weitere Eigenschaften wie z.B. der verwendete Werkstoff in einem Computer lesbaren Format. Bekannte CAD-Programme sind beispielsweise AUTOCAD, EUCLID, CATIA, SOLIDWORKS oder PRO-ENGINEER. Es gibt aber auch eine Reihe an vektororientierten Grafikprogrammen wie z.B. Corel Draw mit denen man 2D, 2-1/2D und 3D-Modelle erzeugen kann. Die meisten dieser Programme besitzen geeignete Exportfilter um die Modelle im DXF- oder HPGL-Format zu speichern. CAM-ModellCAM-Software konvertiert aus den Geometrie- und Materialdaten des CAD-Modells die Fräsbahn und weitere Steuerbefehle wie z.B. Kühlmittel ein-/ausschalten, Frässpindel ein-/ausschalten oder den Vorschub auf eine bestimmte Geschwindigkeit einstellen. CNC-ModellAusgehend vom CAM-Modell generiert der CNC-Prozessor Signale zur Ansteuerung der Maschine und den Hilfsantrieben. 4.4 Dateiimport und Isolationsfräsen mit AkkonDeskDatei-ImportAkkonDesk ist in der Lage Excellon und Hpgl-Files einzulesen und daraus G-Code zu erzeugen. Das Excellon-Dateiformat beschreibt die Position von Bohrungen und den Durchmesser. Excellon-Dateien werden von den meisten Programmen zum Leiterplattendesign unterstützt. Das Hpgl-Format ist ein wird hauptsächlich bei Der Datenimport erfolgt unterstützt durch Dialoge und bietet die Möglichkeit zusätziche Informationen, welche für die Fertigung notwendig sind einzugeben.
Import von Excellon-Files: Isolationsfräsen mit AkkonDeskUnter Isolationsfräsen versteht man ein mechanisches Verfahren mit dessen Hilfe elektronische Leiterplatten hergestellt werden können. Die Leiterbahnen, Leitflächen und Pads entsehen dabei indem an der Aussenkontur der leitenden Flächen Kanäle gefräst werden. Die Feinheit der Leiterbahnen und deren Abstand sind damit begrenzt. Gewöhnlich beträgt die Kanalbreite >= 0.2 mm. Das Verfahren eignet sich damit auch zur Herstellung von Leiterplatten mit SMD-Bauteilen. Nachfolgende Abbildung zeigt die Arbeitsschritte von einer elektronischen Schaltung zu den Isolationskanälen:
Abbildung 3: Funktionsweise einer CNC-Maschinensteuerung mit AKKON CNC 4.4 HardwareanforderungenDa die direkte Ansteuerung der Hardware unter MS Windows XP™ nur beschränkt möglich ist, arbeitet AKKON nach dem Client-Server-Prinzip. Alle Aufgaben, die eine Benutzereingabe erfordern werden vom Client (AKKON Desk) unter MS Windwos erledigt. Der Server (AKKON Desk auf einem MS-Windows(TM)) ist mit dem AKKON USB Controller Board über die USB-Schnittstelle verbunden und sendet dem USB Conroller Board Steuerbefehle. Dieser formt die Steuerbefehle in Signale zur Hardwareansteuerung um. Abbildung 3 zeigt die Screenshots der AKKON USB Controllers Boards basierend auf PIC18F4550 (links) und ARM7 LPC2148.
Bei diesem Konzept ist es möglich, dass die Aufgaben des CNC-Controllers von einem Computer mit Echtzeit-Betriebssystem vorgenommen wird oder eine Mikrocontroller zum Einsatz kommt.
Für den Betrieb von AKKON benötigt man einen Personal Computer mit Pentium Prozessor > 1GHz mit dem Betriebssystem MS Windows™ (2000 oder XP). Windows Vista wurde nur teilweise getestet. 4.5 Typische Anwendungen für AKKON
4.6 Unterstützte G- und M-Codes (nicht vollständig)AKKON unterstützt eine Reihe von wichtigen G- und M-Codes, welche zur Erzeugung von 2-1/2D Geometrien notwendig sind. Abbildung 5 zeigt eine Übersicht über die unterstützen Befehle. Eine detaillierte Beschreibung aller von AKKON unterstützten Befehle kann man hier herunterladen. Die Dokumentation kann offline in einem Browser betrachtet werden.
Abbildung 5: Liste der von AKKON aktuell unterstützten G- und M-Codes (nicht vollständig) Beispiel für die Verwendung von FontsEinfache CNC Programme lassen sich auch sehr gut manuell erstellen. Man benötigt dafür nur einen Texteditor wie z.B. das Programm Notepad. Abbildung 6 zeigt ein einfaches Beispiel eines CNC-Programmes zur Herstellung eines Namensschildes.
Während der Programmierung kann das Ergebnis gleichzeitig mit dem Freeware-Programm CNC-Viewer betrachtet werden. Das oben programmierte Beispiel ergibt folgende Ausgabe:
Abbildung 7: Einfaches CNC-Programm, geschrieben in Notepad Die in in gelber Farbe dargestellten Linien und Kreise stellen die Kontur dar. Die in hellgrüner und blauer Farbe dargestellten Linien und Kreise den Weg der Frässpindel wobei die blauen Lininen eine Bewegung im Eilgang simulieren. Nach der Verarbeitung des CNC-Modelles und Prüfung am AKKON Simulator ergibt sich als Resultat die Bahnbewegung und die Steuerinformation für die Hilfstriebe. Das Ergebnis der Bearbeitung wird im Ansichtsfenster in AKKON Desk dargestellt (Abbildung 8).
4.7 BetatestDie CNC-Software AKKON ist im Betatest. Die Hardware, das AKKON USB Controller Board, ist als Bausatz verfügbar. Die CNC-Software AKKON Desk ist beim Kauf des AKKON USB Controller Boards zunächst gratis. Wer kein Lötprofi ist, dem kann die Platine für 80 Euro bestückt werden. Während er Betatestphase kann ich (ein wenig) Support geben. 4.8 Downloads4.9 SonstigesAKKON ist aktuell in der Beta-Phase und steht für interessierte Benutzer in einigen Monaten zur Verfügung. Der künftige Preis wird bei ein paar Hundert Euro liegen. Wer daran interssiert ist, kann mir ein kurzes Mail schreiben. Wie der Betatest ablaufen soll, das weiss ich noch nicht. |








 Klicken
Sie auf das Bild um eine vergrösserte Darstellung zu erhalten
Klicken
Sie auf das Bild um eine vergrösserte Darstellung zu erhalten{kind=link}
Impressum | Haftungsausschluss Version 1.0, ©Gerhard Burger 2004-2013, alle Rechte vorbehalten, letzte Änderung 09.11.2013 |